
Eine Zero-Defect -Lösung aus Österreich ermöglicht Pankl High Perfomance Systems jetzt eine fehlerfreie Produktion von bis zu 160.000 hochperformanten Motorradgetrieben in Kapfenberg. Das klappt nur, indem automatische und manuelle Tätigkeiten in einem intelligenten Montageprozess vereint werden.
Für Biker ist klar: Das Getriebe ist das Herzstück eines jeden Motorrads – und es kommt ihnen einer Nahtoderfahrung der grausamen Art gleich, wenn sich die Gänge nicht mehr schalten lassen. Je besser also das Getriebe, umso höher steht das Bike im Kurs. Das weiß man auch bei KTM. Darum legt man beim österreichischen Motorrade-Hersteller einen besonderen Fokus auf die Entwicklung und die Produktion seiner hochperformanten Getriebe. Nicht von Ungefähr ließ man bis heuer die Getriebe bei Herzog in Schramberg produzieren. Das Unternehmen Herzog, das zur Firmengruppe HGears gehört, ist auf die Produktion von hochpräzisen Drehteilen unter anderem für Getriebe spezialisiert.
KNAPP AG – Pankl Racing Systems
Pankl High Performance Systems is a new division of Pankl Racing AG and produces high-quality drivetrains for motorcycles. For the new production facility in Kapfenberg Pankl chose a solution from the…
Der Film zum Artikel (Copyrights: Knapp)
Back tot he Roots. Doch in diesem Jahr hat KTM die Getriebebeproduktion und – entwicklung quasi zurück ins eigene Haus geholt. Pankl Racing, ein Tochterunternehmen von KTM Industries, hat im Frühjahr 2017 für seine neue Sparte Pankl High Perfomance Systems in Kapfenberg ein vollintegriertes Werk zur Getriebeherstellung in Betrieb genommen. Pankl Racing ist auf die Bereiche Aerospace, Racing sowie High Performance spezialisiert. Hingegen ist Pankl High Perfomance Systems die neue Sparte für die Entwicklung und Produktion hochperformanter Motorradgetriebe und –lösungen.

Alle drei Minuten ein Getriebe
Derzeit produziert Pankl High Perfomance Systems in Kapfenberg die Getriebe für die legendäre KTM Husqvarna. Rund 20.000 werden es bis Ende 2017 sein. Doch wenn das Werk voll ausgebaut ist, werden es bis zu 160.000 sein, d.h. alle drei Minuten ist ein Getriebe fertig. Allerdings wird dann nicht nur ein Getriebe produziert, sondern es sind neun Getriebe für die Enduros und Motocross-Maschinen und drei Getriebe für die Superbikes und X-Bows von KTM. 36 Millionen Euro wird Pankl Racing dann bis dahin investiert haben. „Für uns ist es das größte Investitionsprojekt in der Unternehmensgeschichte“, erzählt Pankl-Vorstandsdirektor Wolfgang Plasser bei der Eröffnung im März. 14 Millionen Euro entfallen dabei auf das Gebäude mit Fertigungs- und Büroflächen und 22 Millionen Euro bleiben für den gesamten Maschinenpark.
Für uns ist es das größte Investitionsprojekt in der Unternehmensgeschichte (Wolfgang Plasser, Vorstandsdirektor Pankl Racing)
70 neue Arbeitsplätze. Was des einen Leid ist des anderen Freud. Bei Herzog führte die strategische Entscheidung von KTM zur Freisetzung etlicher Mitarbeiter in Scharmberg. Dafür schafft Pankl Racing, genauer: Pankl High Performance Systems in Kapfenberg über 70 neue Arbeitsplätze. Hier wird nicht nur produziert, sondern Forschung, Entwicklung, Produktion und Testeinrichtungen sind hier gebündelt, um eine innovative Getriebefertigung realisieren zu können. Mit anderen Worten: Aufgrund der hohen Anforderungen an die Produktionsleistung, also 160.000 Getriebe, ist eine Integration der gesamten Wertschöpfungskette unter einem Dach erforderlich. Das Ziel: Die täglichen Herausforderungen von Motorradanwendungen zu meistern.
Zero-Defect durch Intelligenz
Klar, dass dies nur mit einem straffen und hochmodernen Automationskonzept möglich ist, denn ein Output von 160.000 Getrieben bedeutet, dass alle drei Minuten ein solches produziert werden muss. Für die Automatisierung des Montagebereichs des neuen Standorts entschied sich Pankl für eine Lösung der Knapp-Gruppe mit Sitz in Hart bei Graz, die bewährte Technologien und innovative Prozesse kombiniert und die Zero-Defect -Strategie von Pankl unterstützt.
Automatik und Manuelles vereint. Da die Getriebe eine performance- und qualitätsrelevante Komponente für KTM-Motorräder sind, sollte die Automatisationslösung die maximale Qualität und durchgängige Rückverfolgbarkeit sicherstellen. Für die Umsetzung dieser Anforderungen entschied sich Pankl für eine integrierte Lösung aus der Knapp-Gruppe, die automatische und manuelle Tätigkeiten in einem intelligenten Montageprozess vereint.

Zero-Defect trotz Performance. Ein automatisches Kleinteilelager mit 3D-fähigen Shuttles versorgt jetzt die Montagearbeitsplätze nach dem Ware-zur-Person-Prinzip. Moderne Bilderkennungs- und Bildverarbeitungstechnologie überprüft dabei jeden Arbeitsschritt und stellt einen fehlerfreien Zusammenbau der Getriebe sowie eine lückenlose Verfolgbarkeit sicher. Auf diese Weise kann Pankl sein Ziel einer Zero-Defect -Strategie und personifizierten Rückverfolgbarkeit im gesamten Fertigungsprozess umsetzen. Eine umfassende Knapp-Softwarelösung rundet den Technologiemix ab. „Mit dieser Produktion erreicht Pankl eine neue Ebene, was die integrale Vernetzung vom Rohteil bis zum Fertigteil über alle Fertigungsprozesse, Qualitätsdaten, Betriebsdaten und Montagedaten anbelangt. Wir erreichen eine hohe Transparenz und Nachvollziehbarkeit und damit eine hohe Effizienz in der Abarbeitung. Hier haben wir sicher eine Best-Practice-Anwendung für die vernetzte Produktion geschaffen“, sagt Christoph Prattes, COO Pankl Racing, im Gespräch.
Mit dieser Produktion erreicht Pankl eine neue Ebene, was die integrale Vernetzung vom Rohteil bis zum Fertigteil über alle Fertigungsprozesse, Qualitätsdaten, Betriebsdaten und Montagedaten anbelangt. Wir erreichen eine hohe Transparenz und Nachvollziehbarkeit und damit eine hohe Effizienz in der Abarbeitung. (Christoph Prattes, COO Pankl Racing)
Softwarelösung verwaltet und verbindet
Die gesamtheitliche Software KiSoft One übernimmt die Auftragsverteilung und Verwaltung und ist gleichzeitig die Schnittstelle zwischen der Anlage und dem ERP-System von Pankl. Die Steuerung des Ylog-Shuttles übernimmt KiSoft SRC. Alle Benutzeroberflächen sind im Easy-Use-Prinzip ausgeführt, das eine einfache Bedienung und einzigartige User Experience und benutzerorientierte Darstellung an allen Arbeitsplätzen und auf allen Endgeräten ermöglicht. Die intelligente Software ivii.core unterstützt hingegen alle qualitätssichernden Maßnahmen am Arbeitsplatz ivii.smartdesk. KiSoft SCADA rundet die Softwarelösung ab und visualisiert die Anlage in 3D bis zur Sensorenebene und zeigt den den Anlagenzustand in Echtzeit.
Lagern im Shuttle-System
Nach der Anlieferung werden die Teile und Rohmaterialien zunächst in einem Verschieberegal gelagert. Schüttgut, das später für den Zusammenbau der Getriebe benötigt wird, wird direkt im Shuttle-System eingelagert. Das Rohmaterial wird zu den Fertigungsmaschinen befördert, dort bearbeitet und danach in der Waschanlage gereinigt.
Montageversorgung. Von der Waschanlage gelangen die Halbfertigteile in Gitterkörben auf einer Fördertechnik zum Wareneingangs-Arbeitsplatz an der Rückseite des Shuttle-Systems. Das automatische Kleinteilelager erstreckt sich über sieben Längs- und zwei Quergassen. Automatisiert wird das Regal mit sechs Shuttles, die über zwei Lifte die Ebenen wechseln. Über ein Schienensystem verlassen die Shuttles das Regal und versorgen Montagearbeitsplätze. Jedes Shuttle kann auf jeden der 4.368 Stellplätze im Regal zugreifen und jeden der vier Montagearbeitsplätze bedienen.
Einlagerung. Für die Einlagerung in das Lagersystem, werden die sortenreinen Halbfertigteilen – Wellen und Zahnräder der Getriebe – von einem Mitarbeiter an Lagerbehälter übergeben. Die YLOG-Shuttles übernehmen die Behälter und lagern diese automatisch ein.

Spezielle Montagearbeitsplätze
An der Vorderseite des Shuttle-Sytems befinden sich vier innovative Montagearbeitsplätze, die ivii.smartdesks, die von den Shuttles im Ware-zur-Person-Prinzip versorgt werden. Neben den Smartdesks befinden sich sechs Stellplätze für Behälter mit gleichbleibenden Bauteilen, wie Beilagscheiben oder Sicherungsringe (Schüttgut), die häufig benötigt werden. Ein Shuttle lagert die Behälter mit Schüttgut aus und übergibt sie direkt an die Stellplätze. Auch Wellen und Zahnräder, die für die Getriebemontage benötigt werden, lagert das Shuttle auf eine Fördertechnik aus und stellt sie dem Mitarbeiter in der richtigen Sequenz und in ergonomischer Höhe zur Verfügung. Pick-to-Light-Anzeigen signalisieren dem Mitarbeiter, aus welchem Behälter Teile zu entnehmen sind.
Zero-Defect durch Echtzeit-Feedback
Das Echtzeit-Feedbacksystem, mit dem die Smartdesks ausgestattet ist, überwacht den Zusammenbau der Getriebe und setzt damit eine Zero-Defect -Strategie und durchgängige Rückverfolgbarkeit auch im Montageprozess um. Dabei erfasst das Bilderkennungs- und Bildverarbeitungssystem von ivii.smartdesk jede Komponente, die in der Montage verwendet wird und prüft jeden Arbeitsschritt in Echtzeit. Auf den Bildschirmen am Arbeitsplatz wird auf der einen Seite eine Explosionszeichnung des jeweiligen Getriebes angezeigt (Soll), auf der anderen Seite ein aktuelles Kamerabild (Ist). Die verschiedenen Getriebeteile müssen nun so zusammengesetzt werden, dass Soll-Bild und Ist-Bild übereinstimmen.
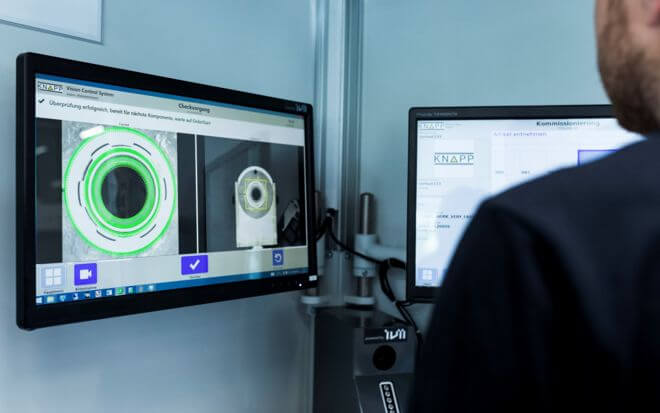
Intelligente Überwachung. Sobald der Montagevorgang abgeschlossen ist, startet der Mitarbeiter mithilfe eines Druckknopfes eine finale Überprüfung durch das Feedbacksystem. Das Ergebnis wird dem Mitarbeiter auf dem Bildschirm angezeigt. Grün bedeutet: Alles korrekt. Rot bedeutet: Fehler. Der mögliche Fehler wird am Bildschirm angezeigt und kann sofort richtig gestellt werden. Der Einsatz von ivii.smartdesk verbindet somit eine hervorragende Qualität im Montageprozess mit maximaler Leistung, um die hohen Produktionsziele von Pankl zu unterstützen. Gleichzeitig ist der spielerische Ansatz der Arbeitsschritte – die Gamification – motivierend für die Mitarbeiter und trägt zu einer lernenden Organisation bei.
Zum Schluss der Abtransport
Die Antriebs- und Abtriebswelle für jedes Getriebe werden zeitgleich an 2 Arbeitsplätzen montiert. Die fertigen Wellen gelangen über eine ungetriebene Fördertechnik an einen Versandarbeitsplatz. Hier werden die Wellen zu einem Getreibe zusammengefasst, verpackt und an das KTM-Werk in Mattighofen zur Weiterverarbeitung geschickt.






{kind=link}
{kind=link}